成都雙流熱浸鍍鋅加工廠
脫脂完成后進入酸洗除銹環節,這一步的核心是溶解工件表面的氧化皮和銹蝕,露出潔凈的鋼鐵基體,為后續鋅層附著打下基礎。酸洗通常采用常溫、10%-20%的鹽酸溶液浸泡10-30分鐘,需嚴格控制酸洗時間和酸液濃度,避免酸洗過度導致氫脆(尤其對高強度螺栓等工件),或酸洗不足導致雜質殘留。對于8.8級以上高強度螺栓,酸洗后需進行200℃、4小時的去氫處理,降低斷裂風險。
聯系人:趙總經理 手機(微信):182-0050-8698 聯系地址:四川省·成都市·雙流區 版權所有:成都雙流金橋熱浸鍍鋅廠 技術支持:綿陽創匯萊
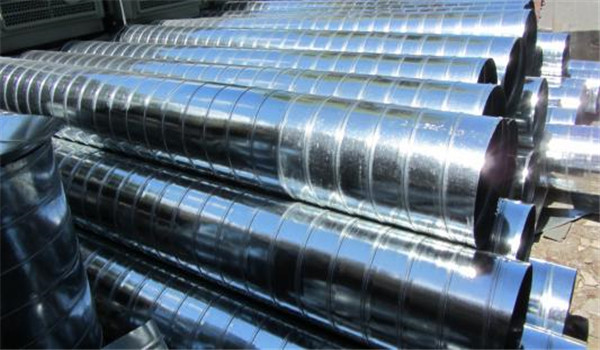
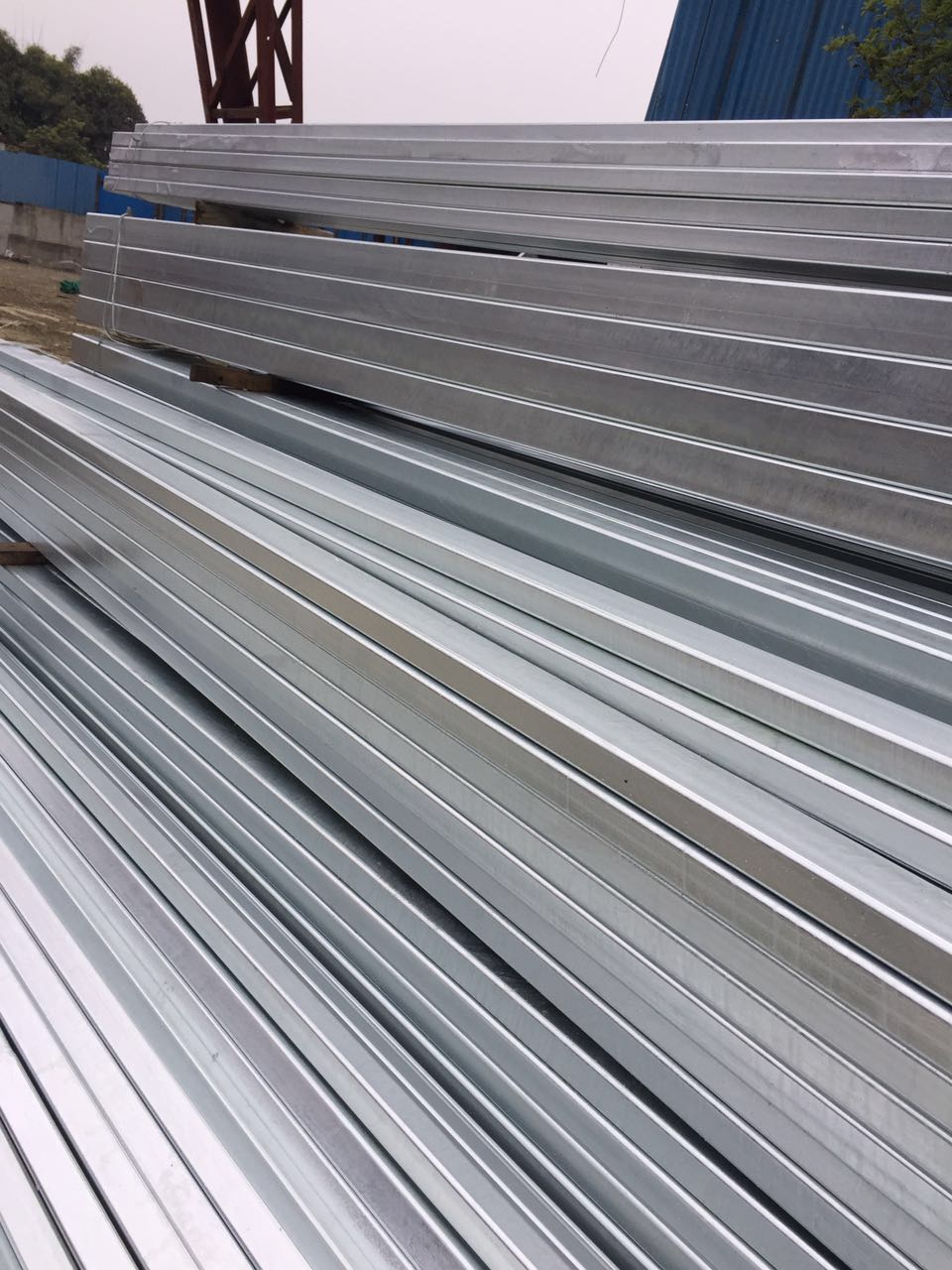
四川成都金橋熱浸鍍鋅加工廠家承接:熱浸鍍鋅加工業務,長期提供鋼管、電力鐵塔、風管、金屬、高速路護欄加工熱浸鍍鋅
備案號:蜀ICP備2024068694號